What is smt process window?
- SMT processing technology window
- Process Window Index (PWI)
- Process capability index of SMT processing plants
SMT (Surface Mount Technology) is a modern electronic assembly process that realizes the miniaturization and integration of electronic products by directly mounting components on the surface of the printed circuit board (PCB). The SMT process window refers to the range of process parameters allowed to ensure qualified welding quality during this process, which mainly includes key variables such as temperature, time, and placement accuracy.
SMT processing technology window
As a core concept in surface mount technology (SMT), the process window specifically refers to the effective operating range of process parameters while ensuring compliance with user specifications (USL-LSL). This term is intended to describe the extreme range within which the production process can be adjusted while maintaining product quality and reliability. The practical application of the process window is explained in detail below through the example of reflow soldering.
Taking reflow soldering as an example, one of the key process parameters is the soldering temperature. According to industry experience, in order to ensure good melting and wetting of the solder, the minimum temperature for reflow soldering should be higher than a certain threshold above the melting point of the solder. Sn63Pb37, a common lead-containing solder alloy, has a melting point of 183°C. Practical experience shows that ideal welding conditions require the minimum temperature to be at least 11~12°C higher than the melting point, which means that the reflow welding of Sn63Pb37 alloy should be set at about 195°C.

At the same time, industry standards such as J-STD-020B set limits on the maximum temperature that components can withstand. According to this standard, components should not exceed 245°C during reflow soldering. Based on this, for SMT processing plants with lead processes, the actual available process window is the difference between the highest allowable temperature (245°C) and the lowest effective soldering temperature (approximately 195°C), that is, 50°C .
It is worth noting that although theoretically the melting point (183°C) is directly subtracted from the maximum temperature limit (245°C) to arrive at 62°C, which seems to be a larger temperature range, in actual production, it must be taken into account Process effectiveness and component safety. Therefore, the “available” process window emphasizes the actual feasible operating space of process parameters while ensuring that all process requirements and user specification boundaries are met, rather than purely mathematical calculation results.
Process Window Index (PWI)
As a key performance indicator, the Process Window Index (PWI) is widely used to evaluate the adaptability of SMT (Surface Mount Technology) processing plants to their process capabilities within the process limits set by the user. In short, PWI intuitively reflects whether the process parameters meet the technical specification requirements by calculating the maximum percentage of the process window. Its value is essentially the reciprocal percentage form of the process capability index (Cp). The larger the PWI value, the lower the process stability; conversely, the smaller the PWI value means higher process stability.
PWI calculation formula:
PWI = 100 × Max{[(measurement value – average limit value) / (maximum limit range / 2)]}
Among them, the “measured value” represents the actual monitored process parameter value, the “average limit value” is the intermediate value between the upper and lower process limits (USL-LSL), and the “maximum limit range” is the total range within which the process parameters are allowed to change (USL-LSL). LSL difference). The formula determines the specific value of PWI by comparing the deviation of the measured value from the average limit value relative to the ratio of the half-width of the process window.
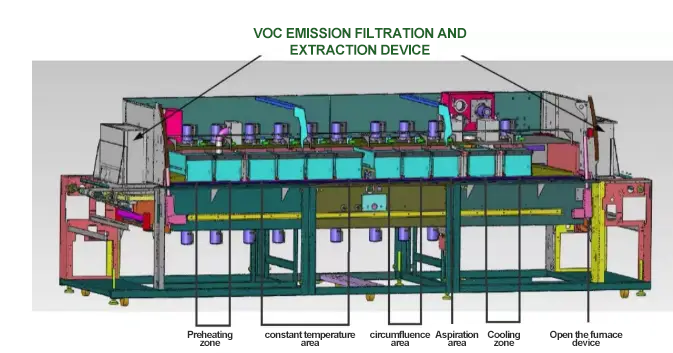
Take the in-flow welding curve as an example:
In the SMT processing process, taking the in-flow soldering curve as an example, the process control involves multiple key parameters, including heating rate, preheating time, preheating end time, peak temperature, and time above the melting point. For these parameters, measurements were performed and their respective PWI values were calculated. Select the one with the largest PWI value among the four parameters as the overall process window index of the temperature curve.
In this way, through the PWI assessment of each key link in the flow welding curve, the weakest link that affects the overall process stability can be quickly identified, so that targeted process optimization or process control improvement can be carried out. By continuously monitoring and adjusting PWI, SMT processing plants can ensure that their flow soldering process is always operating within the optimal process window, meet technical specification requirements, and ensure the high quality and consistency of product manufacturing.
Process capability index of SMT processing plants
In SMT (Surface Mount Technology) processing plants, the process capability index is an important basis for measuring the quality of its process performance, among which Cp and Cpk are the most commonly used. Taiwan is accustomed to calling it the process capability index. These indices aim to reveal the stability of process parameters and their deviation from target values within the user-specified specification range (Δ), providing quantitative guidance for process optimization.
Cp (process capability index):
Cp = (USL – LSL) / 6σ
Cp reflects the number of standard deviations (σ) included in the distribution of process parameters within the upper and lower limits of specifications set by the user (USL is the upper limit, LSL is the lower limit). The standard deviation σ describes the dispersion of data points relative to the mean, which is the width of the normal distribution “bell curve”. The narrower the curve, the stronger the process capability of the SMT processing plant, that is, within a given specification range, the process parameters tend to be more concentrated and show higher stability. The larger the Cp value, the smaller the fluctuation of the process within the specification range and the higher the stability.
Cpk (process capability management index):
Cpk = min[(USL – u) / (3σ), (u – LSL) / (3σ)]
Cpk further takes into account the centrality of the process parameter distribution, that is, the deviation from the user specification center value (u). It takes the minimum value of the above two formulas, reflecting the 3σ distance from the upper and lower limits of the parameter distribution respectively. If the Cpk is higher, it means that the process parameters are not only concentrated, but also closer to the center of the specification, that is, they have good centrality. This often means better product quality and lower failure rate in actual production.
Summarize

trict quality control capabilities are crucial for customers who rely on highly reliable electronic components, which helps reduce supply chain risks and after-sales costs. In recent years, driven by internal quality management and process improvements, XingHongTai’s Cp index has shown a trend of steadily increasing or continuing to remain at the leading level in the industry. It can stably control the performance parameters of electronic components within the user specifications, ensuring that products have excellent batch-to-batch consistency and low failure rates. Ensure product characteristic values are closely spaced around target values. If you want to know more – click here
Hot Post